January | 2020
The manufacturing industry is an example of a vast industry looking for digital transformation through Internet of Things (IoT) technology, to improve production and quality, and reduce downtime.
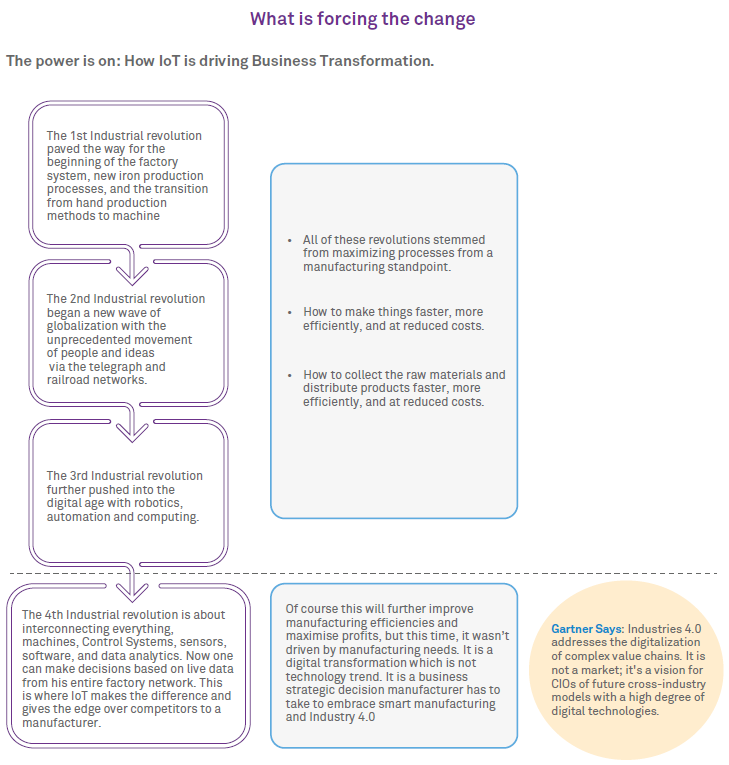
Manufacturing plants are already automated to a good extent. However, what is lagging is usage of data for business transformation. In this paper, we will cover IoT in the manufacturing industry enabling Industry 4.0:
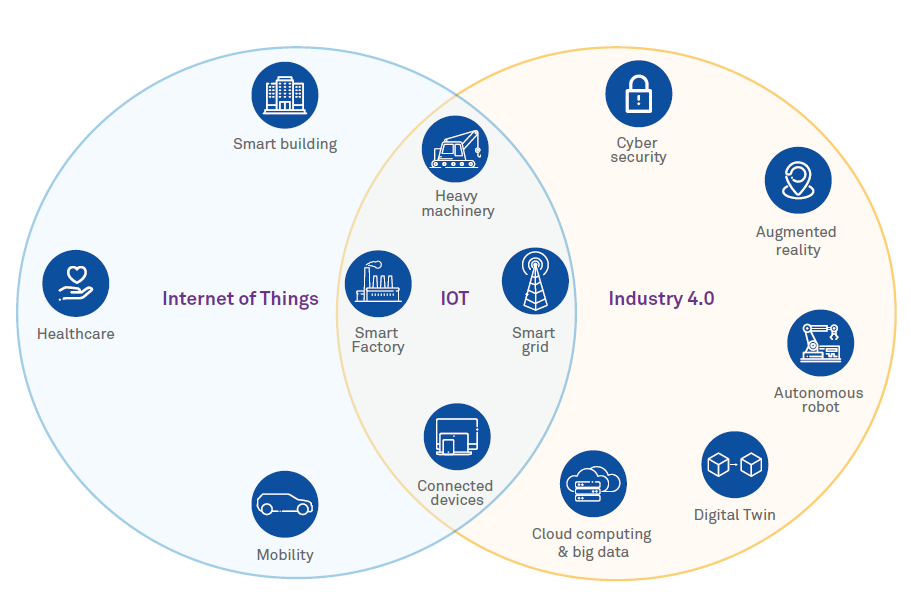
Being an integral part of the Industry 4.0 revolution, IoT plays a vital role in the journey toward Digital Transformation and Manufacturing excellence. One of the major issues that industries face today is the lack of IT-OT integration in their manufacturing facility, which creates many other issues like lack of Plant Visibility, Quality, Inefficiency in Inventory management and Production Scheduling as per demand etc. IoT helps in bridging the gap between IT and OT systems by connecting to lower level sensors, systems, machines, Control Systems, PLCs and enabling bidirectional data transfer to ERP and Cloud.
Industry Trends
Industrial Internet of Things (IoT) is the process of using IoT-enabled devices and integrating it within the manufacturing processes on the factory floors leading to an increase in production efficiency, product quality, meeting compliance requirements, and product innovation and speed.
According to a recent PWC survey, 72 percent of manufacturers are increasing their digitization efforts, investing $907 billion per year – roughly 5 percent of revenue – toward smart factories and connectivity.
IDC predicts worldwide technology spending on the Internet of Things to reach $1.2T in 2022, attaining a CAGR of 13.6% over the 2017-2022 forecast period. From a total spending perspective, discrete manufacturing and transportation will each exceed $150B in spending in 2022, making these the two largest industries for IoT spending.
“A recent report on the state of digital transformation had some interesting results; 88 percent of companies surveyed said they were undergoing digital transformation efforts, but only a quarter had an understanding of what it is. The challenge creating this gap, according to Forbes, was not investment in technology but rather the realignment of business models to reflect the transformation being sought.”
The challenges
This field will be an amalgamation of Automation, Control Systems, IoT, MES, Analytics, and Machine Learning. Digital Transformation can only happen by connecting things. Things does not mean only machine and sensors. Things means servers, applications, RFID, machines, sensors, SCADA, HMI, mobile applications, etc. to provide a holistic view to the management on their current business. Digital twin and AR/VR technology brings more value to the customer in their transformation journey. Digital Twin aims at supporting the Enterprise Maturity, and associated knowledge maturity to reach to an agile enterprise, a major step towards Industry 4.0
Addressing the challenges – How?
It is a combination of multiple tools and applications working together to address the need. This includes Industrial IoT gateway to collect and manage data from a heterogeneous system, historians for data storage, edge analytics, cloud platforms for data modelling, advanced analytics, device management, machine learning, KPIs, Industry-specific dashboard, Predictive modelling etc.
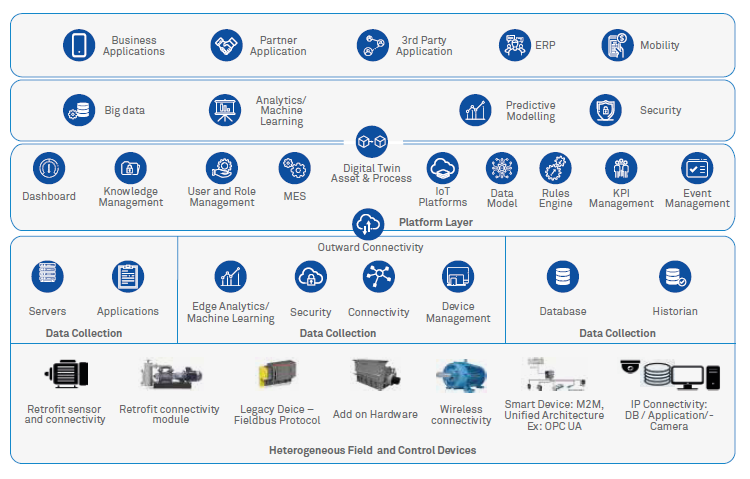
The above figure shows a layer-wise approach toward the roadmap of digital maturity and Industry 4.0. It is all about smart use of data which can bring success.
Computerization/automation -> Connectivity -> Data consolidation/visibility -> Analysis/root cause -> Predictability -> Decision Making
Computerization/automation: Automation is an integral part of manufacturing industries. However, the systems have various compositions – legacy to smart device. Connecting does not follow a single rule. On one hand, smart devices can be connected to a Platform using a Unified Architecture. For e.g. OPC UA, other side legacy devices require retrofitting of sensors/connectivity module. This is the first step of IoT enablement to derive the strategy of data collection from field equipment.
Connectivity: This layer does the job of field data consolidation. It is very important that data collected through various protocols from a heterogeneous field and control devices are converted to a unified format. An area that is piquing everybody’s interest in the industry is Edge Analytics. Small foot print Analytics running in the Edge/Gateway devices and finite data storage in Edge helps production managers and operators to take decisions faster.
Data consolidation/visibility: Until now, we talked about data collection from field assets. The manufacturing industry has various OT application, which mostly work in silos. Production employees have a deep understanding of processes and products in their respective work areas. Generally, knowledge exchange beyond their department boundaries is quite uncommon as a culture. To make holistic decisions of operations and production, integration of various production processes is quite important. Modelling of processes and assets and their interaction will help to achieve an integrated system landscape.
Analysis/root cause: Traditional businesses have mature process to handle supply chain, operations, maintenance etc. However, due to a lack of real-time data visibility on assets, processes and their interactions, there is a substantial amount of latency in event detection, root cause analysis, decision-making and action. Industry 4.0 will help companies become more agile and faster in decision-making and troubleshooting. It also helps to align various departments of functions to interact in analysis and decision-making.
Predictability: Until today, forecast in the industry largely depended on people’s knowledge and experience. To bring agility in production processes, forecast is essential. The Predictive Modelling helps in predicting and forecasting key performance indicators of assets and processes. Prediction helps in better planning, and scheduling and planning helps in improving production efficiency and reducing operational and maintenance costs.
Decision making: When all the data is at your disposal, trend and forecast of key performance KPIs as well as an integrated view of the assets, process and their interactions is in place, decision-making becomes much faster.
The Risk of “No-Change”
Digitization will help manufacturers achieve meaningful differentiation. If they opt for “no change”, they will be out of the race. The tilt toward Industry 4.0 has been noticed across the entire industry. It is the compelling need in today’s world. Consumers can decline digitization but an industry cannot. They run the risk of obsoleting themselves.
Large organizations like PTC, Microsoft, GE, Siemens, AWS are investing to build industry-ready platforms –analytics, machine learning, digital twin, AR/VR etc. to enable Industry 4.0. Semiconductor companies – Intel, Cisco, Dell etc. are evolving with new, secure and robust industrial products to complement the rapid industry need.
The digitization / IoT journey of manufacturing Industry can provide many benefits.
Digital, agile businesses outperform traditional businesses. For your company’s success, it‘s important to learn and adopt faster than others.
References
Gartner Report: Best Practices for Integrating IoT-Connected Products.
Reference Architectural Model Industrie 4.0 (RAMI 4.0)
https://www.engineering.com/ResourceMain.aspx?resid=560&e_src=recommended_plmerp
Nandita Nath
Principle Consultant, IoT, Industry 4.0.
Nandita is a Senior Architect and IoT evangelist for the Industry and Engineering Services department. She is a technologist with over 20 years of experience in industrial automation, embedded, wireless, IoT domain. Nandita designed Wipro’s Multi-protocol Gateway IP. She has 5 years’ experience in the IoT domain, both as a technologist as well as in Pre-sales roles.