The outsourcing of manufacturing that made Southeast Asia the world’s factory for decades is evolving to nearshore manufacturing as factories crop up across Mexico in response to demand from U.S. manufacturers. This tactical shift, however, does nothing to solve the longstanding challenge that manufacturers have grappled with: how to gain visibility into the supply chain once production is handed off to the contract manufacturer.
Contract manufacturing is like a black box. The order goes in, and the only cue the manufacturer has that the order has been fulfilled is when the goods are received at its dock, or at its customers’ dock. If anything goes wrong at the plant—asset failures, scheduling delays, departures from best practices—the costs of outsourcing can add up. These include higher production costs, penalty payments for missed delivery deadlines, and low customer satisfaction that could lead to a loss of future business.
Decoding the black box with data
The missing link in the supply chain visibility is the availability of data, and the Internet of Things (IoT) can unlock this data. Currently, most contract manufacturing plants don’t capture data at the level of assets and material. Even when they do, without infrastructure in place to move data from the plant to the cloud securely, the data that is captured remains sequestered on the premises. The advent of the IoT presents new opportunities to lift the lid on the contract manufacturing black box. Businesses are poised to leverage IoT to solve their supply chain and logistics challenges as various forecasts suggest.
According to Gartner, Internet of Things endpoints will grow at a 32% CAGR from 2016 through 2021, reaching an installed base of 25.1 billion units. Total spending on endpoints and services will reach $3.9 trillion in 20211. As manufacturing becomes increasingly networked, companies must devise strategies for data acquisition, processing, and analytics that extend to their contract manufacturers.
How the IoT will enable supply chain visibility
To maintain the benefits of outsourcing without incurring high costs, companies should work with contract manufacturers that are willing to equip their plants with IoT infrastructure. Technologies such as wired and wireless sensors, secure internet gateways, data staging and processing servers, and edge computing can provide visibility at all the following levels:
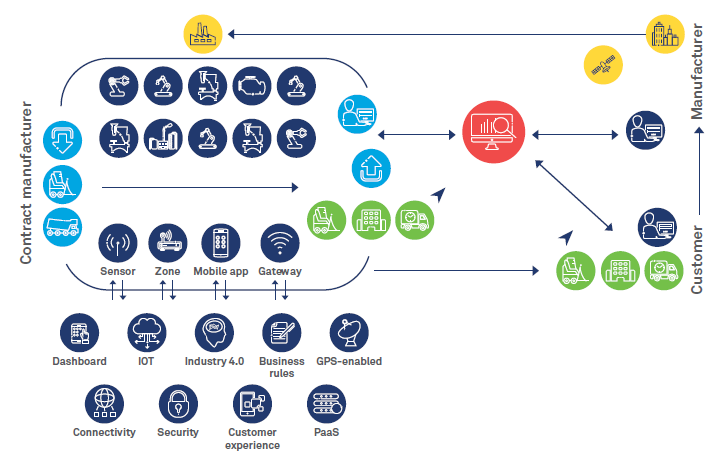
Figure 1: IOT-enabled supply chain visibility: The entire value chain.
Making the shift to IoT-enabled visibility
Companies that want better supply chain visibility through the IoT should proceed methodically, using a 5-step process:
Once this vision has been deployed, all stakeholders will have access to appropriate key performance indicators (KPIs).
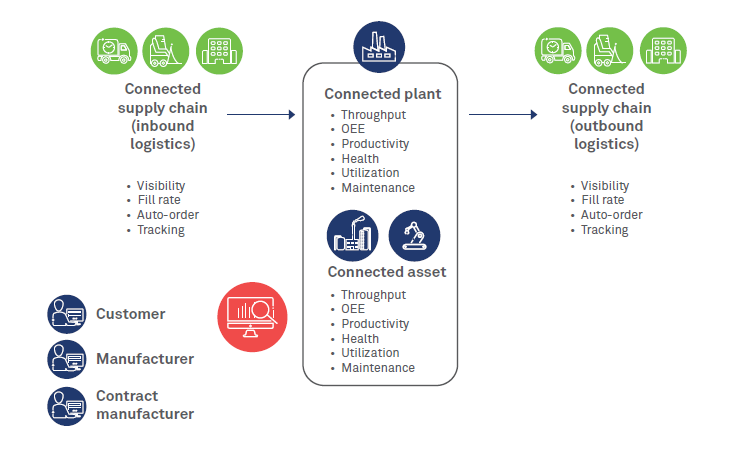
Figure 2: IOT-enabled supply chain visibility at a contract manufacturer: KPIs for all stakeholders
Supply-chain visibility has been a challenge for manufacturers for decades. Even truly digital manufacturers have yet to succeed in expanding their digital visibility to their contract manufacturers. The advantages that IoT offers in manufacturing don’t end with visibility.
Improving data acquisition, processing, and analytics through connected things has the potential to optimize manufacturing execution systems, business models, and revenue streams.
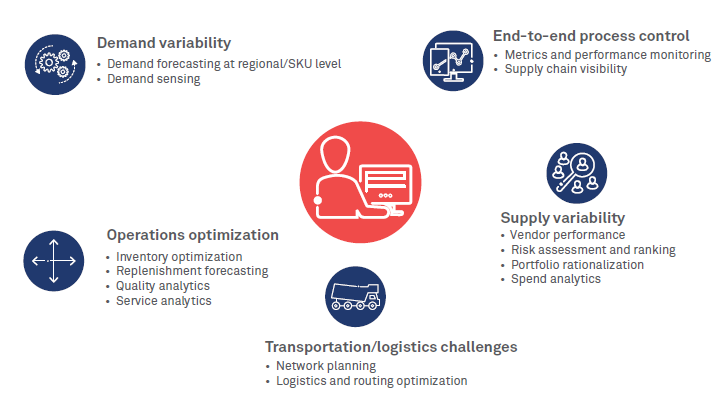
Figure 3: IOT-enabled supply chain visibility at a contract manufacturer: The complete journey.
References
¹ Forecast: Internet of Things — Endpoints and Associated Services, Worldwide, 21 December, 2017 https://www.gartner.com/document/3840665?ref=TypeAheadSearch&qid=aedceec9b9697e9f29e43
Namit Bhargava
General Manager (Digital Transformation) & Head of Digital Sales
Consulting Practice, Wipro Limited
With over 20 years of international, cross-industry experience, Namit works with clients on “Connected” themes enabled by Industrial Internet of Things (IIOT) - Connected Worker, Connected Assets, Connected Plant, Connected Supply Chain and Connected Commerce. In Connected Commerce, Namit focuses on data-driven marketing, account based marketing, customer lifecycle management, optimizing marketing technology stack, marketing research for personas, customer decision journeys and business model transformation.
Get in touch: global.consulting@wipro.com